Learn how KF bellows compression works, what affects compression ratio, and how to select the right compressible vacuum bellows for your system. Practical engineering guide.



You have a high-end UHV chamber with a 2.75-inch Conflat port. On the bench sits a turbo pump with a KF-40 quick-flange inlet. Neither speaks the same language. The problem isn't just about physical mismatch—it is about sealing integrity under extreme conditions. The answer lies in Custom Adapters for Mixed KF/ISO/CF Systems, engineered to maintain performance while bridging standards that were never designed to meet.

Interconnecting components built under different vacuum flange standards—KF (Klein Flange) for quick assembly, ISO-K for high-vacuum applications, and CF (Conflat) for ultra-high vacuum metal seals—creates compatibility chaos. Industry research shows that the global semiconductor vacuum components market reached approximately $4.05 billion in 2025 and is projected to hit $5.63 billion by 2031, growing at a 5.7% CAGR. That growth signals one thing: more systems, more standards, more mismatches.
In a typical R&D lab, you might find a legacy vacuum chamber with ISO-LF ports sitting next to a new thin-film deposition tool requiring CF connections. Patching them with hardware-store adapters is a leak waiting to happen. One frustrated physicist on a DIY fusion forum recently described welding an ASA flange to a Conflat flange himself, only to discover the rubber seal was leaking under IPA spray. That kind of improvisation risks contamination, process failure, and hours of troubleshooting.
Standard hybrid adapters—such as a 1.33-inch Conflat to NW16 KF reducer—do exist. MDC Precision, for example, offers machined 304 stainless steel adapters rated to 1×10⁻⁸ Torr and bakeable to 200°C. Demaco produces compact CF-to-ISO adapters with dual-flange designs ranging from DN16 to DN250.
These stock solutions work perfectly when your requirements match the catalog exactly. But in real-world vacuum engineering, they often don't. Custom weldments are not just about odd dimensions—they are about solving real constraints that off-the-shelf parts cannot address.
Geometric mismatch: Your CF flange has an unusual outer diameter, or your ISO port sits at a non-standard center-to-center distance from other ports.
Thermal conflict: Stock adapters typically use FKM O-rings on the elastomer side, limiting bakeout to around 200°C. If your process requires 400°C operation, the standard part fails.
Material incompatibility: Many applications demand 316L stainless steel for enhanced corrosion resistance in aggressive plasma environments or high-humidity cleanrooms. Standard adapters are typically machined from 304 SS.
A semiconductor fab manager once told me: "We spent three weeks adapting a KF-50 to an ISO-100 connection using a stack of reducers, centering rings, and clamps from three different vendors. The assembly worked—until it didn't. The leak rate crept up during a critical production run, and we lost an entire batch of wafers."
That story is not unique. Every intermediate interface adds potential leak paths, increases outgassing surface area, and introduces alignment vulnerabilities. The helium leak test threshold for reliable vacuum integrity is 1×10⁻⁹ Pa·m³/sec or less—a specification that a cobbled-together assembly often fails to meet.
The smarter path is not to stack adapters but to eliminate unnecessary interfaces entirely. A single, purpose-built component that transitions directly from your CF chamber port to your KF pump inlet removes three potential leak points compared to a multi-part assembly.
This is where custom manufacturing transforms the equation. A custom vacuum adapter starts with your specific requirements—flange types, center-line distances, overall length limitations, material selection, and temperature exposure.
Consider a typical scenario: upgrading an existing ISO-KF system from DN100 to accommodate a new CF 6-inch component. A standard CF-to-KF reducer might give you the flanges, but it won't adjust the overall height to align with your existing support structure, nor will it add the side port you need for a vacuum gauge or gas inlet.
Custom fabrication changes that completely. Your adapter becomes an integral part of the system architecture, not an afterthought bolted on with clamps. Multiport cluster flanges can be integrated directly into the adapter body, eliminating the need for separate tee pieces and additional seals.
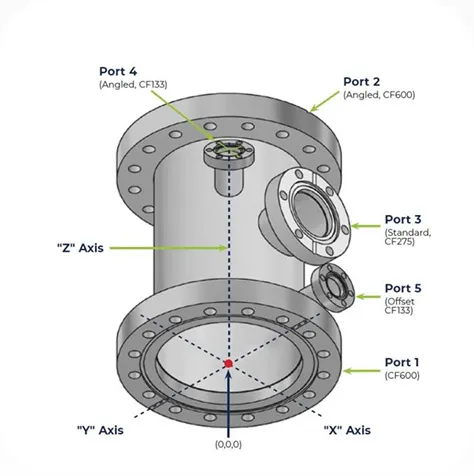
A university research group working on surface science instrumentation needed to connect a cryogenic manipulator with CF 4.5-inch flanges to an existing load-lock chamber with ISO-160 ports. The distance between flange faces was exactly 187 mm—not a standard tube length. The chamber also required a viewport on the adapter body for optical access during sample transfer.
A custom adapter was machined from 316L stainless steel, featuring:
CF 4.5-inch on one end, ISO-160 on the other
Overall length of 187 mm to match the existing support brackets
A DN40 KF side port for a residual gas analyzer (RGA)
A welded viewport flange on the top face
The result was a single, helium-leak-tested component that replaced what would have been five separate stock parts. Installation took 20 minutes. The system reached base pressure in one pump-down cycle.

Standard catalogs assume ideal conditions. Reality is messier.
Vacuum pressure ratings: A standard CF-to-KF adapter may be rated for high vacuum (1×10⁻⁸ Torr), but what if your process requires ultra-high vacuum (UHV) below 1×10⁻¹⁰ Torr? The elastomer O-ring on the KF side becomes the limiting factor. A custom all-metal sealed adapter can be designed with a copper gasket interface on both ends, eliminating elastomer outgassing entirely.
Temperature extremes: Standard adapters using FKM seals top out around 200°C. For bakeout processes requiring 400°C or cryogenic applications at -196°C, custom solutions with Viton, silicone, or Buna-N seals—or metal-seal configurations—are necessary.
: , Finish requirementsSandblastedelectropolished, or manual polish finishes are not cosmetic choices. Electropolishing reduces surface area and outgassing rates for UHV applications. A standard part with an as-machined finish may introduce unacceptable contamination in sensitive semiconductor or particle physics experiments.
When evaluating whether to pursue custom fabrication versus forcing a standard adapter to work, consider these differences:
Standard hybrid adapter advantages:
Off-the-shelf availability from major distributors (MDC, Kurt J. Lesker, VACOM)
Lower upfront cost per unit
Documented performance specifications
Standard hybrid adapter limitations:
Fixed dimensions—no length adjustments, no port additions
Limited material options (typically 304 SS only)
Single sealing type (elastomer on one side, metal on the other)
Cannot accommodate non-standard flange sizes or custom bolt patterns
Custom adapter advantages:
Exact geometric fit to your system constraints
Material selection optimized for your process (304 SS, 316L SS, 6061-T6 aluminum, or EN series)
Integrated features (ports, viewports, feedthroughs) reduce part count
Seal material matched to temperature range and chemical exposure
Single helium-leak-tested assembly vs. multiple interfaces
Design, construction, and manufacturing follow ISO vacuum practice standards
Custom adapter considerations:
Higher upfront engineering and fabrication investment
Longer lead time for first article
Requires competent technical communication between your team and the manufacturer
For a research institution or semiconductor fab operating on a multi-year timeline, the reliability gains and reduced maintenance burden from a properly designed custom adapter almost always justify the initial investment.
Not every vacuum component supplier can deliver true custom fabrication. Many advertise "custom capabilities" but simply weld standard flanges onto stock tubing lengths. True custom manufacturing means starting from your dimensional drawing or even a rough sketch.
A capable partner should provide:
Material certification for 304, 316L, and aluminum alloys
Helium leak testing to 1×10⁻⁹ Pa·m³/sec or better
Multiple finish options (sandblasted, electropolished, manual polish)
Seal material flexibility (Viton, silicone, Buna-N, or metal gasket)
OEM customization and low MOQ support
RUIJIA, for instance, approaches custom vacuum components as engineered solutions rather than modified stock items. Their custom weldments and spools are fabricated for leak-tight assemblies that seamlessly connect vacuum system sections while ensuring a secure seal and uninterrupted flow. This design-first philosophy makes the difference between an adapter that fits and an adapter that performs.
Three scenarios absolutely demand custom engineering:
1. Non-standard center-to-center spacing
If your system has two CF flanges spaced 168 mm apart and you need to install a KF component between them, no catalog adapter solves that. A custom spool with precisely positioned flanges does.
2. Multiple port integration
Adding a viewport, instrumentation feedthrough, or gas injection line to a transition adapter eliminates the need for separate tee sections. One component instead of three or four.
3. Extreme environment operation
Standard adapters are designed for general-purpose vacuum. If your application involves reactive gases, high-temperature bakeout, cryogenic cooling, or radiation exposure, standard seal materials and finishes will fail. Custom material selection is not optional—it is mandatory.
Vacuum system design is about minimizing variables. Every connection, every seal, every interface is a potential failure point. Stock hybrid adapters serve an important role for straightforward connections between common flange sizes. But when your system presents real-world constraints—unusual dimensions, multiple ports, tight spaces, extreme temperatures, or specific material requirements—standard parts become liabilities.
The decision to go custom is not about budget. It is about whether you want to spend your time troubleshooting leaks and alignment issues or doing actual research and production. Explore the full range of vacuum components to understand what is possible with standard configurations. But for the challenging interfaces—the ones that keep you up at night—insist on engineering that starts with your problem, not someone else's catalog.

|
Temperature |
-26˚C to 200˚C |
|
Working Pressure |
Vacuum~atmosphere pressure |
|
Helium Leak Test |
1×10 -9 Pa・m³/sec or less |

|
Temperature |
-26˚C to 200˚C |
|
Working Pressure |
Vacuum~atmosphere pressure |
|
Helium Leak Test |
1×10 -9 Pa・m³/sec or less |

|
Temperature |
-26˚C to 200˚C |
|
Working Pressure |
Vacuum~atmosphere pressure |
|
Helium Leak Test |
1×10 -9 Pa・m³/sec or less |
Rich stock, fast delivery
Quick response within 24h
Quality assurance
Accessory replacement
GET A QUOTE